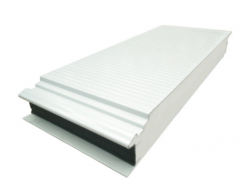
泡沫玻璃是以废弃玻璃及各种富含玻璃相的物质为主要原料,添加发泡剂、改性剂、促进剂等物质,经细粉碎和均匀混合形成配合料,放置在特定模具中经过熔化、发泡、退火,形成一种内部充满无数均匀气泡的多孔玻璃材料。由于泡沫玻璃的内部含有很多气泡,因而表观密度比较小,导热系数小,并且具有阻燃性。当泡沫玻璃内部的气泡为封闭态时,其吸水率也比较小,比同比重的其它隔热材料具有更高强度,且更易加工。利用以上特性,可作为液化石油气储罐及冷库的隔热材料,也可用于高层建筑、居民住房的室内、室外隔热材料。另外,如果泡沫玻璃中有部分连通气孔,还可作吸音材料。
目前,常用的生产方法是:将废玻璃粉碎,与发泡剂一起混合形成配合料,配合料可以以粉状形式存在,或者以粒状形式存在,也可以将配合料压制成型,将它们放在模具中,送入到加热炉内进行烧制,经发泡、退火形成泡沫玻璃制品。但是,这种制造方法存在着一些缺点,主要是烧制的毛坯制品尺寸一定要大于最终产品尺寸,致使成材率比较低。
泡沫玻璃生产中的问题
为了提高烧制大尺寸泡沫玻璃的合格率及烧成后按规定尺寸切割的成材率,尽管工业生产可以采用热风循环窑或辊道窑等先进的加热炉,这样可以有效地解决发泡均匀问题,可是在退火冷却过程中,随着泡沫玻璃毛坯块外部与中心之间的温差扩大,导致热应力增大,易发生破裂;若降低冷却速度,虽然温差变小,但又会导致生产效率下降。
生产泡沫玻璃制品一般采用耐热金属模具,通过在模具中加入配合料,进行加热,使之发泡,从而希望制造符合规定尺寸的泡沫玻璃。如果配合料以无间隙方式完全平铺在模具内进行烧制,泡沫玻璃的四边膨胀会受到模具围板阻碍,使之顶在围板上而发生膨胀变形,与模具底部相接触的泡沫玻璃也会产生凹陷。由于泡沫玻璃的形状扭曲,在应用时要切除掉外侧膨胀的多余部分。即使切割掉外侧也无法消除底部中央的凹陷部分,这使得泡沫玻璃制品的利用率、合格率都很低。
为了克服前面的问题,用比烧制配合料相对大一些的模具,将烧制配合料放在模具中央部分,设置超过泡沫玻璃与模具壁之间的膨胀间隙,可以避免泡沫玻璃外边变形,这种情况下,发泡体边沿部分会形成圆弧状,需要切除掉侧端。由于需要烧成单个配合料尺寸比较大,泡沫玻璃会与模具底部在膨胀过程中产生较大的接触摩擦力,这会成为泡沫玻璃膨胀变形的抵抗力,配合料在水平方向上并不是采取均一的膨胀,依然会在中央处产生凹陷。
当形成的泡沫玻璃制品边长大于250mm、比重小于0.5时,由于泡沫玻璃的发泡量较大,其发生弯曲变形的可能性比较大。