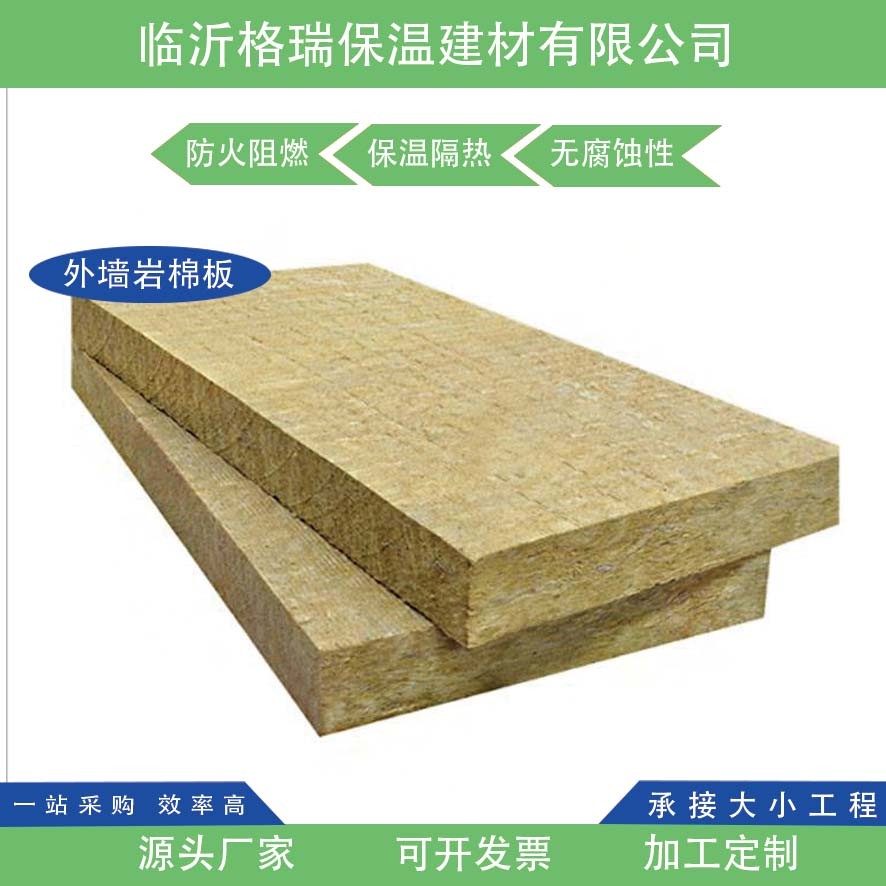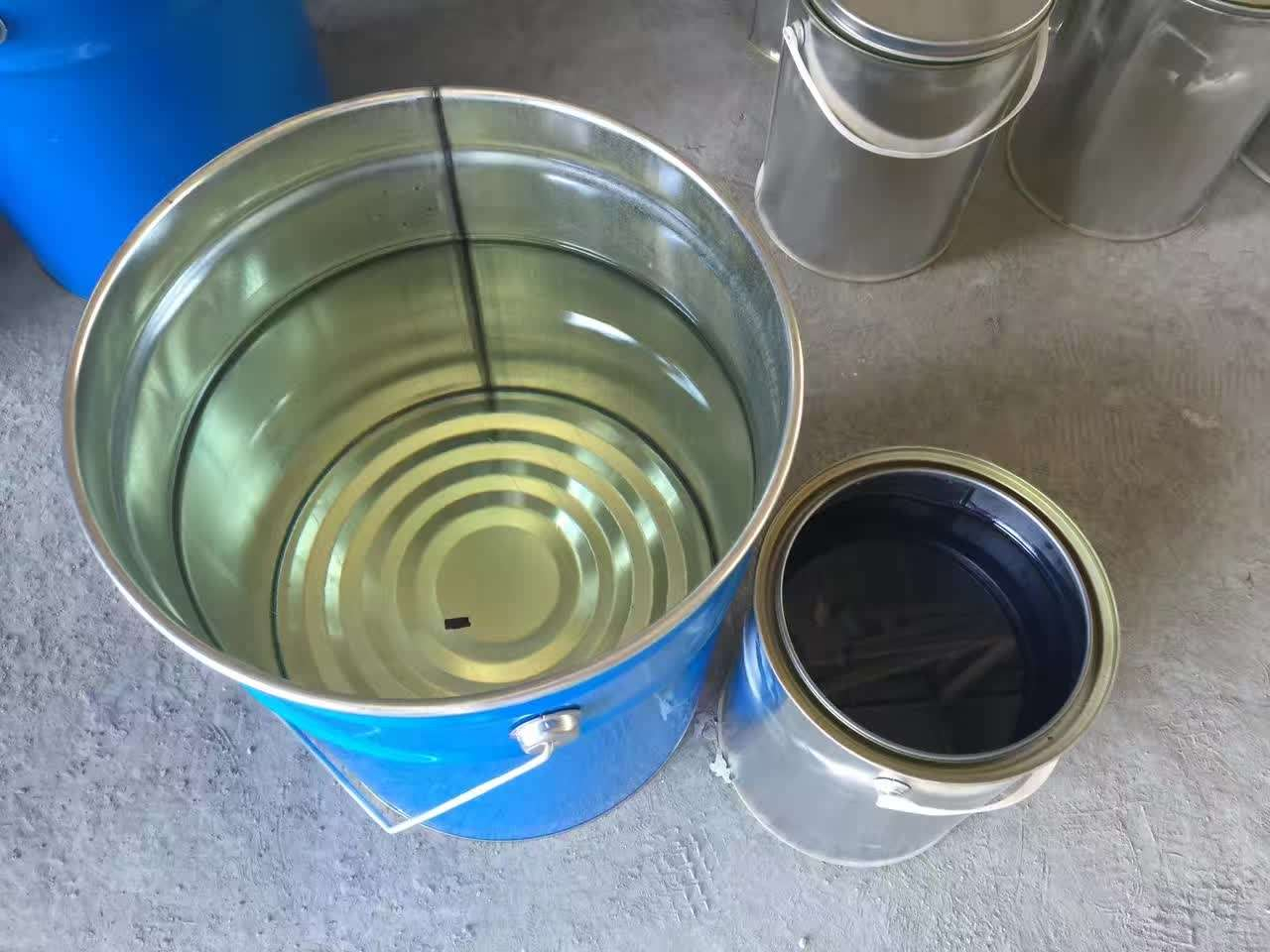












茂名化州自密封石墨填料环 排气管用石墨密封垫有现货
石墨垫片在市场上的消耗量一向比较大,在作用上的优遭到使用者的认可,为了保证其在储存的过程中不会存在质量上的问题,在进行储存的过程中,需要注意哪些呢?
1.注意密封性
石墨垫片的储存,需要注意在密封性上的关注,在密封性上的要求是十分必要的,在密封性上的保证,关于该元件在使用寿命上的延长,减少其在安置的过程中存在的尘埃都是十分必要的。
2.防止高温
石墨垫片在制造材质上存在一部分的碳,该元件在遭到高温的过程中,存在蜕变或者焚烧的可能性不是没有,在储存的过程中需要注意在高温上的防止,保证在储存上的正常,防止影响质量。
3.防止冲突
石墨垫片的外表十分光滑,往往是磨砂材质的外表,为了保证其在作用上的优,防止使用上存在的磨损,在储存的过程中,需要注意在冲突上的防止,在堆放的过程中,需要一个个单独储存。石墨垫片在制造价格上也比较廉价,石墨在本质上便是碳,在价格上十分廉价,比金属的价格自然要廉价许多,在性价比上的保证,遭到使用者的欢迎,在市场上的消耗量也越来越大。
综上所述,关于石墨垫片的储存,需要注意这些,关于该元件在使用寿命上的延长,使用作用上的保证都是十分必要的。
茂名化州自密封石墨填料环 排气管用石墨密封垫有现货
历来磨超加工都是轴承制造技术领域的关键技术和核心技术。国外轴承工业,6年代已形成一个稳定的套圈磨超加工工艺流程及基本方法,即:双端面磨削——无心外圆磨削——滚道切入无心磨削——滚道超精研加工。除了结构特殊的轴承,需要附加若干工序外,大量生产的套圈均是按这一流程加工的。几十年来,工艺流程未出现根本性的变化,但是这并不意味着轴承制造技术没有发展。简要地说,6年代只是建立和发展双端面——无心外圆——切入磨——超精研这一工艺流程,并相应诞生了成系列的切入无心磨床和超精研机床,零件加工精度达到3~5um,单件加工时间13~18s。年代则主要是以应用6m/s高速磨削、控制力磨削技术及控制力磨床大量采用,以集成电路为特征的电子控制技术的数字控制技术被大量采用,从而提高了磨床及工艺的稳定性,零件加工精度达到1~3um,零件加工时间1~12s。年代以来,工艺及设备的加工精度已不是问题,主要发展方向是在稳定质量的前提下,追求更高的效率,调整更方便以及制造系统的数控化和自动化。轴承套圈的磨削加工在轴承生产中,磨削加工劳动量约占总劳动量的6%,所用磨床数量也占全部金属切削机床的6%左右,磨削加工的成本占整个轴承成本的15%以上。