











日照莒县自密封石墨填料环 耐高温纯石墨垫片耐高温高压垫圈
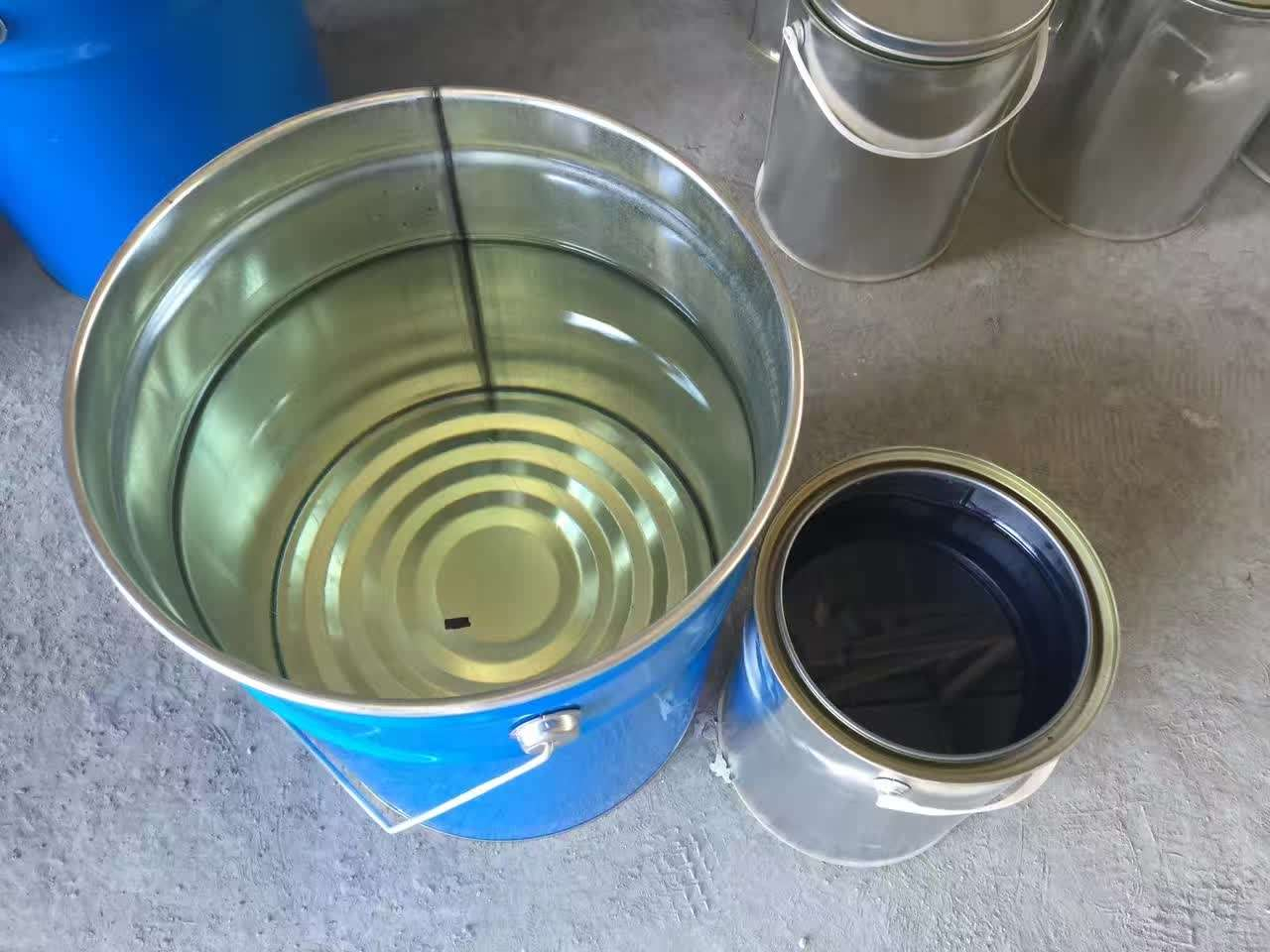
石墨垫片想必大家都不太了解,它是由纯石墨板或金属增强石墨板切割或冲压而成的,下面小编为大家进行具体的介绍。石墨垫片具有众多卓越的密封性能,如:热稳定、自润滑、耐腐蚀、不老化、不发脆等,在苛刻的工况条件能长期稳定的使用,极少需要维护。内衬材料可选不同金属薄板。型式可选无包边,内包边,外包边,内外包边。 石墨切割垫片是从纯石墨板打孔或切割而成的,它具有良好的防腐蚀性, 耐高/低温,良好的压缩回弹性和高强度性,各种各样的圆型的复杂的几何垫片被广泛用于管道、阀门、泵、压力容器、热交换器、冷凝器、发电机、空气压缩机、排气管、制冷机等。
石墨垫片主要用于各种工业上的管道法兰,换热器,阀盖等,以及液面计、水准仪上的特殊形状法兰。
日照莒县自密封石墨填料环 耐高温纯石墨垫片耐高温高压垫圈
历来磨超加工都是轴承制造技术领域的关键技术和核心技术。国外轴承工业,6年代已形成一个稳定的套圈磨超加工工艺流程及基本方法,即:双端面磨削——无心外圆磨削——滚道切入无心磨削——滚道超精研加工。除了结构特殊的轴承,需要附加若干工序外,大量生产的套圈均是按这一流程加工的。几十年来,工艺流程未出现根本性的变化,但是这并不意味着轴承制造技术没有发展。简要地说,6年代只是建立和发展双端面——无心外圆——切入磨——超精研这一工艺流程,并相应诞生了成系列的切入无心磨床和超精研机床,零件加工精度达到3~5um,单件加工时间13~18s。年代则主要是以应用6m/s高速磨削、控制力磨削技术及控制力磨床大量采用,以集成电路为特征的电子控制技术的数字控制技术被大量采用,从而提高了磨床及工艺的稳定性,零件加工精度达到1~3um,零件加工时间1~12s。年代以来,工艺及设备的加工精度已不是问题,主要发展方向是在稳定质量的前提下,追求更高的效率,调整更方便以及制造系统的数控化和自动化。轴承套圈的磨削加工在轴承生产中,磨削加工劳动量约占总劳动量的6%,所用磨床数量也占全部金属切削机床的6%左右,磨削加工的成本占整个轴承成本的15%以上。